


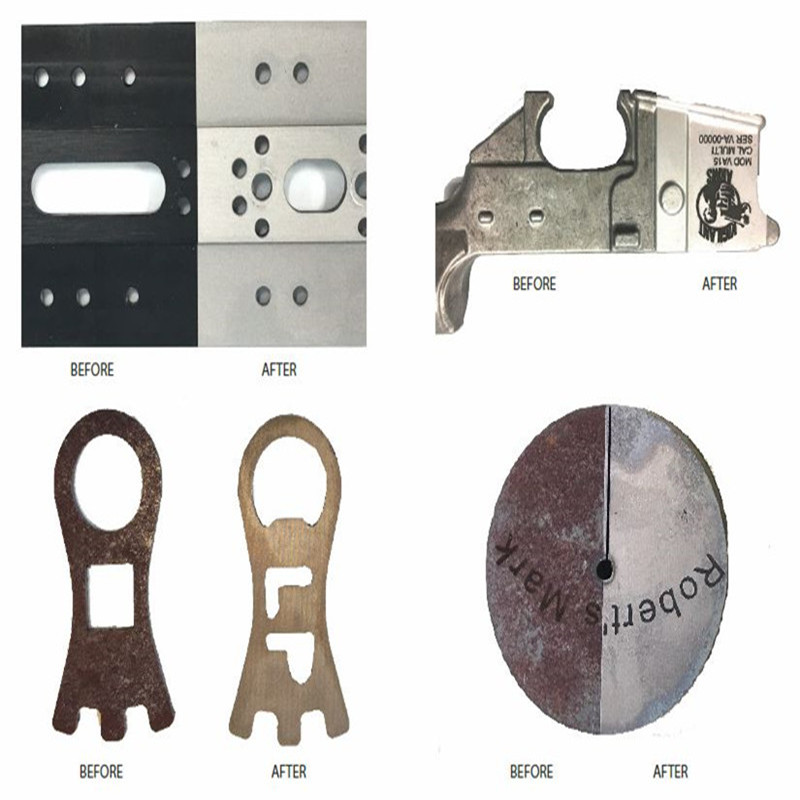



Perinteisessä teollisessa puhdistuksessa käytetään useita puhdistusmenetelmiä, joista useimmat ovat kemiallisia aineita ja mekaanisia menetelmiä. Kuitulaserpuhdistuksella on kuitenkin ominaisuuksia, jotka eivät vaadi hiontaa, kosketusta, lämpövaikutusta ja se soveltuu useille eri materiaaleille. Sitä pidetään tällä hetkellä luotettavana ja tehokkaana ratkaisuna.
Laserpuhdistukseen tarkoitettu erityinen suuritehoinen pulssilaser on keskiteholtaan korkea (200–2000 W), sillä on korkea yksittäisen pulssin energia, neliön tai pyöreän muotoinen homogenisoitu piste, ja sitä on helppo käyttää ja huoltaa. Sitä käytetään muottien pintakäsittelyssä, autoteollisuudessa, laivanrakennusteollisuudessa, petrokemian teollisuudessa jne. Ihanteellinen valinta teollisiin sovelluksiin, kuten kumirenkaiden valmistukseen. Laserit voivat tarjota nopeaa puhdistusta ja pinnan esikäsittelyä käytännössä kaikilla teollisuudenaloilla. Vähän huoltoa vaativaa, helposti automatisoitavaa prosessia voidaan käyttää öljyn ja rasvan poistamiseen, maalin tai pinnoitteiden poistamiseen tai pinnan rakenteen muokkaamiseen, esimerkiksi karheuden lisäämiseen tarttuvuuden parantamiseksi.
Carmanhaas tarjoaa ammattimaisia laserpuhdistusjärjestelmiä. Yleisesti käytetyt optiset ratkaisut: lasersäde skannaa työpinnan galvanometrin läpi.
järjestelmä ja skannauslinssi puhdistavat koko työpinnan. Laajasti metallipintojen puhdistuksessa käytettyjä erikoisenergialaserlähteitä voidaan käyttää myös muiden kuin metallipintojen puhdistukseen.
Optisia komponentteja ovat pääasiassa kollimaatiomoduuli tai säteenlaajennin, galvanometrijärjestelmä ja F-THETA-skannauslinssi. Kollimaatiomoduuli muuntaa hajaantuvan lasersäteen yhdensuuntaiseksi säteeksi (pienentämällä hajaantumiskulmaa), galvanometrijärjestelmä toteuttaa säteen poikkeutuksen ja skannauksen, ja F-Theta-skannauslinssi saavuttaa säteen tasaisen skannausfokusoinnin.
1. Suuri yksittäisen pulssin energia, korkea huipputeho;
2. Korkea säteen laatu, korkea kirkkaus ja homogenisoitu lähtöpiste;
3. Korkea vakaa lähtö, parempi johdonmukaisuus;
4. Lyhyempi pulssinleveys, mikä vähentää lämmön kertymistä puhdistuksen aikana;
5. Ei käytetä hankaavia materiaaleja, joten epäpuhtauksien erottelussa ja hävittämisessä ei ole ongelmia;
6. Ei käytetä liuottimia - kemikaaliton ja ympäristöystävällinen prosessi;
7. Paikallisesti valikoiva – puhdistetaan vain tarvittava alue, mikä säästää aikaa ja kustannuksia jättämällä huomiotta merkityksettömät alueet;
8. Kosketukseton prosessi ei koskaan heikkene laadussa;
9. Helposti automatisoitava prosessi, joka voi alentaa käyttökustannuksia poistamalla työvoimaa ja samalla parantamalla tulosten johdonmukaisuutta.
| Osan kuvaus | Polttoväli (mm) | Skannauskenttä (mm) | Työskentelyetäisyys (mm) | Galvo-aukko (mm) | Voima |
| SL-(1030-1090)-105-170-(15CA) | 170 | 105x105 | 215 | 14 | 1000 W myötäpäivään |
| SL-(1030-1090)-150-210-(15CA) | 210 | 150x150 | 269 | 14 | |
| SL-(1030-1090)-175-254-(15CA) | 254 | 175x175 | 317 | 14 | |
| SL-(1030-1090)-180-340-(30CA)-M102*1-WC | 340 | 180x180 | 417 | 20 | 2000 W myötäpäivään |
| SL-(1030-1090)-180-400-(30CA)-M102*1-WC | 400 | 180x180 | 491 | 20 | |
| SL-(1030-1090)-250-500-(30CA)-M112*1-WC | 500 | 250x250 | 607 | 20 |
Huomautus: *WC tarkoittaa vesijäähdytysjärjestelmällä varustettua skannauslinssiä
Laserpuhdistus tarjoaa useita etuja perinteisiin menetelmiin verrattuna. Se ei käytä liuottimia, eikä siinä ole hankaavaa materiaalia, jota pitäisi käsitellä ja hävittää. Verrattuna muihin vähemmän yksityiskohtaisiin ja usein manuaalisiin prosesseihin, laserpuhdistus on hallittavissa ja sitä voidaan soveltaa vain tietyille alueille.
